
Capt. Charles Selborne Walker, son of Fredrick Walker (Attorney, recorded in 1810) of Ovenden Hall, Halifax.
Halifax solicitor with Frederick Walker & Son [1934]. They had business at 2 Harrison Road, Halifax. He qualified in October 1899.
He was Clerk to the Calder & Hebble Navigation.
Charles Walker married
Kathleen Marian Holdsworth on 28 Sep 1904 at
Halifax Parish Church.
Charles Walker died 23 Sep 1955
They resided at Ovenden Hall. According to the vistors' book, they were resident at "Farfiled, Halifax" in 1921.
[Note on Capt Charles Selborne Walker:]
In West Yorkshire Archives, Halifax: Charles Selborne Walker, solicitor of Halifax, records [1902-1904] - ref. MAC 16/82-83,96
[Note on Ovenden Hall:]
The present Ovenden Hall was built by Joseph Fourness in 1662 on the site of an earlier house.
Click on the following links to see photographs of Ovenden Hall, taken in
1999 and in
Aug 2008.
Carl P Wang was the Danish agent, based in the city of Copenhagen for John Holdsworth & Co Ltd through the 1950's to 1970's. He covered all the Scandinavian customers.
In the 1980's, a new independent company was incorporated, Holdsworth Scandinavia Ltd managed by Georges Gheysen.
1. The yarns which run vertically or lengthwise in woven goods, and into a weaving
Loom from the back. In pile fabrics, warp threads bind with the
weft and forms the ground structure.
2. The warp is held on a
beam, which consists of a barrel with large round flanges onto which are wound the many threads. When full, these can weigh up to 1,000 Kilogrammes.
A Ball Warp is a rope of parallel warp threads, which is wound onto a large ball to enable dyeing or sizing. This is then taken by a
Warp Dresser who skilfully, and slowly, "dressed" several of these into a warp using a "Bradford Dressing Frame." This process was common in Holdsworth's until the late 1990s. After then all warps processed in the mill followed the creel-beaming onto back-beam then assembly beaming onto weaver's beam process.
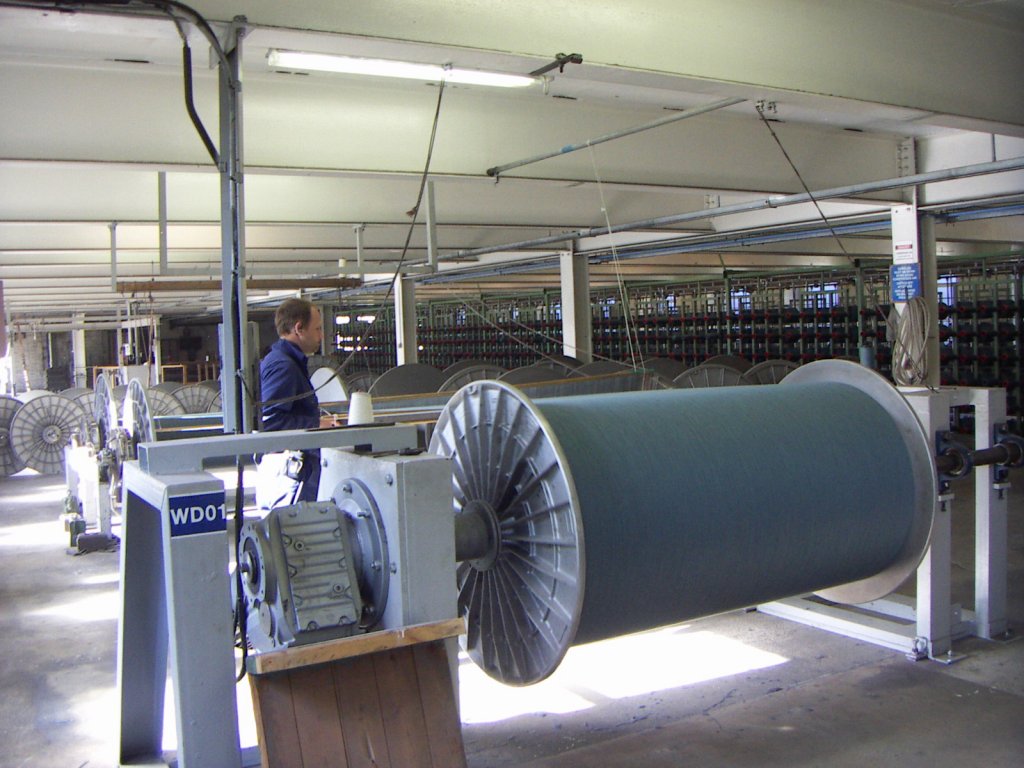 Assembly-Beaming Machine,
Assembly-Beaming Machine, Warp Dressing is the process of winding yarns onto warp beams, in preparation for Weaving into fabric.
The machines in use at John Holdsworth & Co Ltd were nearly all constructed in-house by the company's engineers.
1. The process of interlacing weft and warp threads to make a woven fabric, carried out on a machine called a
Loom
. The three basic motions involved in weaving are
Shedding,
Picking, and
Beating-up.
2. The pattern, as formed by the interlacing of threads, "the weave" of the fabric.
Weaving is an ancient craft that has been around for thousands of years. Today's weavers combine tradition with technology to create extraordinary patterns.
One of the
Occupations.
The weaver is the person who operates the
Looms.
The weaving department at John Holdsworth & Co Ltd occupied the longest building on the site, being about 400m long and 24m wide. It is usually just refered to as the "Shed". This is the main production department in the mill, and since the year 2000, the manager took responsibility for all other operational production divisions as well.
Managers have been
Jack Smith,
Walter Townend,
Fred Breaks,
Malcolm Sutcliffe 1992-1998,
David Midgley 1999-2003,
David Fleming 2003-2004,
David Farrar 2005-2008
The smallest area, expressed as a number of ends across and picks down, on which a weave interlacing can be represented. At Holdsworths, because we manufacture pile fabrics, rather than picks down, we tend to work in pile tufts, where there are two picks per tuft.
1. Threads inserted widthways as the fabric is woven, at right-angles to the
warp threads, using the
Shedding and weft insertion mechanism on a weaving loom.
2. Packages of yarn intended for use as above.
The weft insertion rate (WIR) is a technical measure of the nominal speed of a
Loom, and allows a comparison of different loom types. It takes no account of loom efficiency.
In the 1970s at Holdsworth's for example, the Face-to-Face Looms made two cloths 1.27 metres (50") wide at a rate of 80 picks per minute, resulting in a WIR of 203 metres/minute. In the 1990s the looms make two cloths 1.5 metres (59") wide at a rate of 240 picks per minute giving a WIR of 720 metres/minute. Three and a half times faster.
(A stop motion on a loom.) A mechanical device on a loom to detect the presence of weft during weaving. If the weft broke, it stopped the loom, usually. A Side Weft Fork is positioned between the side of the fabric and the shuttle box, a Centre Weft Fork is positioned between the edges of the warp. The introduction of Automatic Looms made these devices essential. The part which detected the presence of weft looked like a fork, hence the name. Shuttle-less looms use a different method of detecting a weft break using electronic sensors (weft detectors).
Kevin Wilman joined John Holdsworth & Co Ltd as finishing and mending manager in 1993 from Firth Furnishings in Heckmondwike, after Holdsworths had bought the moquette division. He left in 1998 and was succeeded by Malcolm Sutcliffe.
Wilton is a particular method of weaving a pile fabric by machine, most usually associated with making
Carpet, it is the method used for making
Moquette.
The
Pile Yarn is wound onto
Bobbins or yarn reels which are placed in a
Creel at the back of the
Loom.
The material is woven on jacquard looms which use punch cards or computers to control the selection of yarns from the yarn reels to form the pattern. In areas of the fabric where it is not required to lift, the pile yarn is woven into the back of the fabric as
Dead Yarn.
As one colour at a time is being pulled through
the pile, the others are buried beneath the surface. This results in
additional strength and resiliency, and consequently, longer life. Pile
height is controlled by pile wires and can be either looped or cut,
depending on the edge of the wire selected.
The name Wilton comes from the village of Wilton, in England, which was the ancient capital of Wessex. The Royal Carpet Factory was built there in 1655. Wilton carpet making in England began in the 18th century, when two French weavers invented the Wilton weave, and this became the village's main industry.
Winding is the process of transferring thread or yarn from one package to another, usually of a different size and type. Sometimes
Clearing
takes place at the same time.
For example, yarn is processed on 2 Kg. (4 Lb.) dyers cones then wound onto smaller 0.4 Kg. (14 oz.)
Bobbins, Cheeses or yarn reels for use in the looms.
Assembly Winding is the first stage in the two-stage process of two-for-one-twisting. It is the process of winding several yarns onto a package in preparation for
Twisting.
In Holdsworth's this is usually to 2 or 3 yarns, i.e. two-fold or three-fold yarns.
 Metex Wire-Loom, Sept 2001
Metex Wire-Loom, Sept 2001
A Wire-Loom is the type of
Loom usually associated with
Wilton carpet weaving. The wire-loom is able to make
Pile Fabrics with loop-pile, cut-pile or combinations of both the above. This makes it more versatile, offering a wider range of characteristics than the
Face-to-Face Loom
but it is a slower process, restricted in speed by the insertion of a steel wire, which is used to form the loops or
Tufts. The type of fabric produced with all-loop pile is often called
epinglé.
At
John Holdsworth & Co Ltd, the wire looms in use during the 1950s and 1960s were six made by Wilson and Longbottom of Barnsley, as well as around 36 looms converted by in-house engineers, called Smith Looms, probably after the individual responsible. All these had Dracup jacquards fitted.
In 1992, after the acquisition of the assets of Birr Fabrics in Ireland, and Firth Furnishings in Heckmondwike, all the Smith wire-looms were scrapped, and replaced with the newly acquired and somewhat dated
Wilson and Longbottom wire-looms.
From 1997 to 1998 these were in turn superceded by a brand-new model of Metex wire-loom and jacquard which replaced what was already fifty-year-old plant. The new jacquards were fitted with Japanese computer controlled selection systems, which removed any further need for a
Card-Stamper in the company.
 Herbert Wolfenden, 1932
Herbert Wolfenden, 1932
Herbert Wolfenden of 26, Industrial-Terrace, Savile Park, Halifax, served for 55 years on the office staff of John Holdsworth & Co Ltd at Shaw Lodge Mills, Halifax, and retired at the end of 1929.
Well known in local Friendly Society circles, Mr. Wolfenden was a most enthusiastic and loyal worker for the Square Amicable Provident Juvenile Burial Society, being the first secretary of the society when it was formed in 1896. He held that office for about 30 years and a presentations was made to him in recognition for his services in 1929. With the adult section of the same society he had been a prominent member for over 40 years, and was president for a few years. Recently he had been acting as a trustee.
For a considerable number of years he had been secretary of the Shaw Lodge Dead Brief Society and after his retirement, was appointed a trustee. He was also a life governor of the Royal Halifax Infirmary.
He had taken a great interest in National Health Insurance and was an active member of the Halifax and District Friendly Societies' Association from its inception in 1911. At one time he was president of the Association and for a few years had been a trustee. When the State section was introduced into the Square Amicable Provident Society in 1912, Mr. Wolfenden became the first secretary and it was not until 1927 that he relinquished that office.
Herbert Wolfenden died aged 70, on 23 Aug 1932 at his home, 26 Industrial Terrace, Savile Park, Halifax. He left a widow, four sons and two daughters.
Albert Stanley Wood joined
John Holdsworth & Co Ltd in 1955 as a designer, having gained his knowledge from working at Dudley Hill, in Bradford. It was whilst there that he met his wife Mabel.
He served in the Second World War from early 1941 to 1945, most of the time in the Middle East, and was a despatch rider in the Royal Corps of Signals.
Albert had his own very successful professional danceband (he played saxophone every week at the Alexandra Hall) - The Woodchoppers -
Evelyn Wood in design
(click on the picture) was his permanent vocalist (she was fantastic) and
Alan Titterington,
did guest vocals as "Alan Adele and the Woodchoppers". Alan remembers he
visited
Albert and his wife many times - he lived in
Chevinedge Crescent in Exley.
Albert died suddenly on Christmas Day in 1980.
His position in the
Design Department was given to newly-recruited
David Hallgarth.
DO NOT CONFUSE WITH Stanley Wood.
Paul Woodhead born on 16th August 1942, joined
John Holdsworth & Co Ltd on 1st January 1969 to take up the position of
Spinning Department Manager, in preparation for the forthcoming retirement of his predecessor,
Ernest Oddy.
During the next ten years, he was responsible for producing about fifty percent of Holdsworth's weekly worsted yarn requirement, and on
Walter Townend's retirement in 1979 he saw the eventual closure of spinning operations at
Shaw Lodge Mills. With the introduction of modern machinery to carry out twisting and winding of dyed yarns, the yarn processing operation became very slick and required only a couple of dozen operatives.
Paul left the Company in June 1994 having given 25 years' service to take up a position with North Vale Doubling at Bailiff Bridge near Brighouse, a firm of cotton twisters and one of
John Holdsworth & Co Ltd's key suppliers.
Paul married Jacqueline, who became a mender and fabric inspector in the Mill.
1. Wool is the dense, soft, often curly hair forming the coat of sheep and certain other mammals, such as the goat and alpaca, consisting of cylindrical fibers of keratin covered by minute overlapping scales and much valued as a textile fabric.
2. Wool is the general term to describe a material or garment made of this hair.
3. The furry hair of some insect larvae, such as the caterpillar.
4. A filamentous or fibrous covering or substance suggestive of the texture of true wool.
Woolen Count
The woolen count is based on 1,600 yards of yarn per pound.
For more information, see under
Fibres and
Fleece.
Worsted is a yarn which is spun from combed virgin
Wool with long fibres, using the Worsted Spinning System.
The suitable fiber lengths vary from 2.5 to 7 inches. The process includes, opening, blending, cleaning, carding, followed by combing, drawing and spinning. These yarns are compact, smooth and more even and stronger than similar yarns spun using the woolen system.
Worsted Count
The worsted count also expresses the number of hanks required to make a pound of yarn. A hank of worsted wool is equal to 560 yards. So 1 wc = 560 yards of cotton, the coarsest worsted yarn. Worsted sizes are expressed the reverse of cotton sizes. A two-ply number 6 worsted yarn would be expressed as 2/6 wc and would yield 1680 yards per pound. You can convert worsted count to cotton count by multiplying the cc by 1.5, or wc = cc x 1.5.
|
©
2026
David W. Holdsworth |
|
Please send questions, updates, additions to: |





{kind=link}
{kind=link}