
JOHN HOLDSWORTH was born in 1797, the second son of George and Sarah Holdsworth of Northowram. He came from a large family and had five brothers and four sisters. Of the brothers, two, George and Henry, would join John in his business and take charge of the firm's London operations.
John's father, George (1767-1822) came from a family already well-established in the wool textile industry. George's own father, another John Holdsworth, (1730-1811) had been one of the many merchants to take a room in the new Piece Hall built in Halifax in 1779, the term 'piece' referring to a piece of woven cloth. Boasting 315 rooms, the Piece Hall replaced the previous cloth hall, the Blackwell Hall, whose capacity had been outstripped by the growth of the local textile industry. A market was held at the Piece Hall every Saturday between the hours of ten in the morning and half-past two in the afternoon. With three of his brothers, John, Richard and James, George inherited his father's room in the Piece Hall on the latter's death in 1811. 1
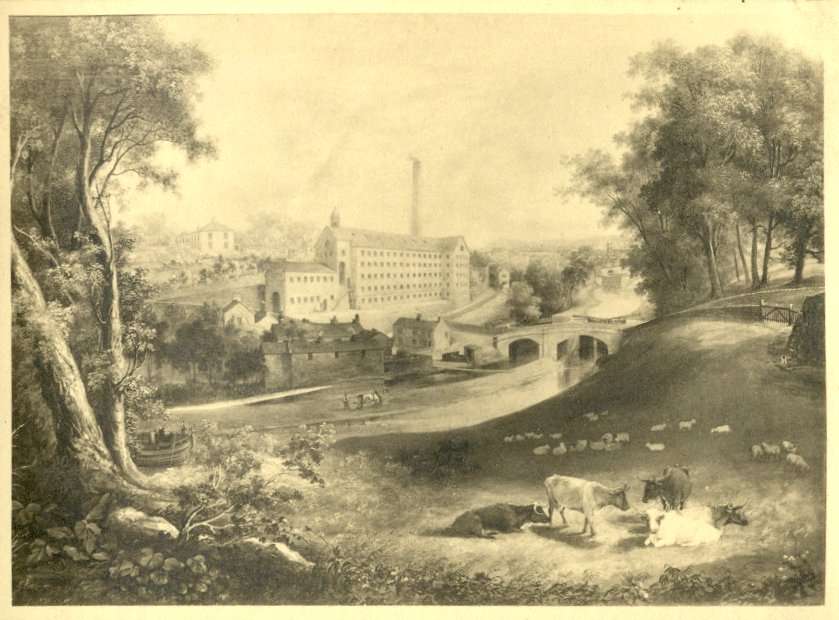
 Shibden Mill The mill is situated in Shibden Dale, north of the main road from Halifax to Leeds and Bradford which was the turnpike road built in the late 1700s, about 1 mile from Shibden Hall and from Upper Brear. It is in an area named Shibden Milne, which comprised the mill and several cottages, now used for accommodation at the Inn. The main building of the mill appears to have been demolished but the cottages and other buildings are still there. The original mill was burnt down in 1859 and abandoned until it became an inn, the Shibden Mill Inn on the 5th August 1890, when it was purchased by the Halifax brewers, Samuel Webster and Sons Ltd. (Courtesy Ron Hemingway) |
In 1818 George, John and Richard Holdsworth were among the 14 worsted manufacturers 'attending the market' out of the 23 listed for Halifax at that date. George and John were in partnership as serge manufacturers at Shibden Mill (see 17th century Shibden Mill Inn) in Halifax at the time of George's death in 1822. Eight years later, the brothers James and John held room 11 at the Piece Hall while room 12 was held by one Robert Holdsworth (who appears nowhere on the family tree) and rooms 13 and 14 by George Holdsworth & Sons.2 It is possible that these latter rooms were held by George's son, John, and his brothers, after George's death although there is no way of knowing. By this time, however, the Piece Hall itself had outgrown its usefulness, overtaken by rapid industrial change, with Bradford in the ascendant as the centre of textile merchanting.
The worsted industry in Yorkshire had existed as far back as the fourteenth century but almost became extinct two centuries later. It was revived mainly around Bradford and Halifax by the larger and wealthier clothiers at the end of the seventeenth century when the woollen industry was depressed. By 1760, the West Riding of Yorkshire had succeeded East Anglia (where worsted cloth took its name from the village of Worstead) as the principal area for worsted production.
Woollen cloth was made from short-stapled wools, prepared by carding, which opened up the fibres and laid them in random directions. Worsted cloth, in contrast, used long-stapled wools which were less likely to shrink or felt. Combing removed the shorter fibres, called noils, and left slivers of longer parallel fibres. A number of slivers were then placed together and twisted into a top. The tops were spun and twisted into yarn and woven into a cloth lighter and finer than woollen cloth.
Halifax, recorded White's Directory in 1842, was 'a bleak and mountainous region' which illustrated 'how completely the wealth and industry of man can triumph over the most stubborn indispositions of nature - Here it is the tiller who has made the soil, and not the soil which has enriched the tiller'. The steep infertile land, combined with a tradition of partible inheritance, which left property not to the eldest son but to be divided among the family, made agriculture possible only on a subsistence basis and encouraged men to look for alternative sources of income, notably in textiles.
The growth of the industry was encouraged during the eighteenth and early nineteenth centuries as improvements in transport made Halifax less remote. Although a number of routes across the Pennines were being created by the 1750s, they were incapable of carrying heavy wheeled traffic. Various attempts were therefore made to extend the Aire & Calder Navigation from Leeds and Wakefield. By 1774, the Calder had been opened up to traffic between Wakefield and Salterhebble, the nearest point on the river to Halifax. The canal was extended to Rochdale in 1798 and Manchester in 1804 but the spur from Salterhebble to Halifax itself was completed only in 1828.
The canal was served by reservoirs specially constructed to protect the flow of water needed by the water mills in Halifax parish. This protection enabled the adoption and powering by water of the new machinery becoming available towards the end of the eighteenth century, such as Arkwright's water-frame, and led to an increasing number of mills being built. At the same time, the canal made it easier and cheaper for these mills to gain access to raw materials and to markets for their goods.
Manufacturers like George Holdsworth, his brothers and their father before them were organisers of production rather than producers themselves. They bought the wool, arranged to have it combed and dyed, sent out the tops to spinners and supplied the yarn to hand-loom weavers, who both operated from their own homes. They took in the cloth from the weavers and sold it on to merchants from their rooms in the Piece Hall at Halifax. By the late eighteenth century, however, this system was coming under pressure. On the one hand, woolcombers and spinners were taking increasing advantage of the decentralised and dispersed nature of the manufacturer's organisation to steal his wool or cheat him out of his full quota of yarn. On the other, the same characteristics made it impossible for the manufacturer to cope with the huge rise in overseas demand for British worsteds between 1782-92. Halifax took a large share of this market but there was a increasing shortage of yarn. Under the existing system, the only way the manufacturer could increase production was by enlarging the number of domestic spinners and weavers in his employ but this only magnified the problems he had in controlling them efficiently.
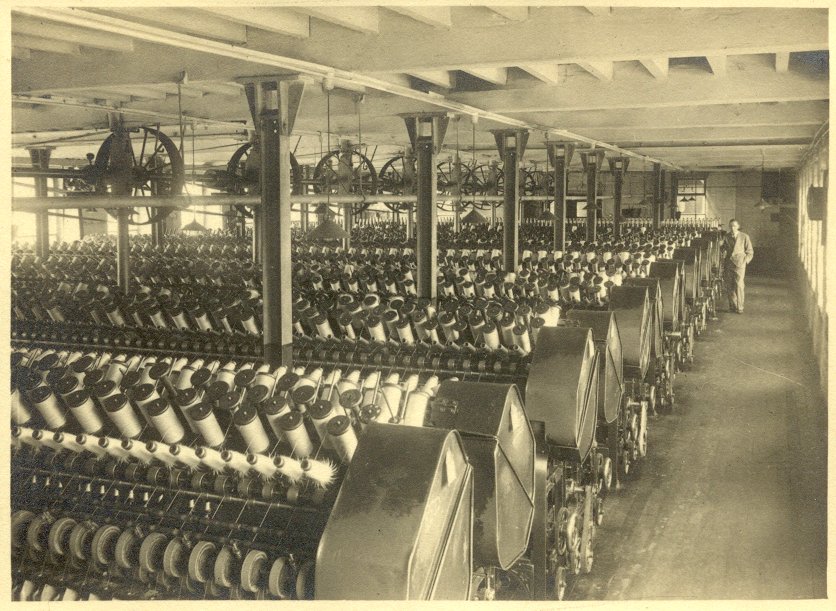
The solution lay in the adoption of the spinning frame. This had been invented in the 1730s but until the 1780s there had been no incentive for manufacturers to change their ways. Spinning was the first part of the worsted process to be mechanised. One of the earliest attempts to operate a frame spinning mill actually took place at Shaw Sykes and Walkerclough in Halifax in 1787.3 This was unsuccessful but within a few years teething troubles had been overcome and worsted manufacturers soon recognised the great attractions possessed by power-operated spinning. By concentrating yarn production in one place through the use of water-powered machinery, they could increase output, improve efficiency, and centralise control.
At first the quality of frame-spun yarn could not match that produced by the spinning wheel but gradual improvement in techniques meant that this problem had been overcome by the early nineteenth century. At the same time the frame was adapted to the needs of the worsted industry through the introduction of the 'throstle'. Then, in 1818, when wool prices were high, manufacturers wanted finer qualities of yarn to enable more cloth to be woven from the same weight of wool, and turned to cheaper, shorter stapled wool. There was also a growing demand for finer yarns to produce finer cloth. As a result, the slubbing frame was developed which improved the evenness of the slivers prior to spinning and modifications were made to spinning frame rollers to enable finer and stronger yarns to be spun. By 1820, the spinning wheel had almost disappeared from the West Riding textile industry.
In 1822, at the age of 25, John Holdsworth established his own worsted spinning mill at Waterside Mill under the name of John Holdsworth & Company. 4 He was one of a growing band of Halifax worsted men who were establishing their own worsted spinning mills. The first had been James Akroyd in 1805. By 1820 there were 18 worsted mills and ten years later this figure had risen to 37. This compared with around 100 woollen mills in existence at the time.
There were sound economic reasons for this increase. The early 1820's were years of growing confidence in the wool textile industry, as it emerged from the gloom of the Napoleonic wars and the volatile conditions of their aftermath. The strong demand for worsted cloth was encouraging many manufacturers to set up their own powered spinning mills.
Tradition has it that John Holdsworth first set up his spinning mill at Bottoms Mill in Skircoat township in Halifax but the evidence for this is sketchy. On the other hand, there are no further references to Waterside Mill and its location is difficult to pin down. The next available evidence dates from 1830 by which time John had already moved to Shaw Lodge Mills.5 Waterside Mill and Bottoms Mill could well have been one and the same.
Waterside Mill was not the start of John Holdsworth's business. Many years later, the Halifax Guardian for 19 December 1885 recorded that 'Persons residing in the Shibden valley point out with pride the humble place, now a number of cottages, where the late Mr John Holdsworth commenced business, and where the hand-loom weavers in his employ had to take in their pieces'. Given his family's involvement in worsted manufacturing, it would have been surprising if John had confined himself to one part of the manufacturing process. He was probably repeating on his own account the business established by his father, uncles and grandfather.
John Holdsworth would not have been short of capital. His family were well-established in the trade while the investment he was seeking to make covered only one part of his operations. It may well be that the death of his father in 1822 was the deciding factor. With his inheritance and the dissolution of the family partnership, it was an opportune moment for John to make his own way in the world.
Whether John Holdsworth began frame spinning in Waterside Mill or Bottoms Mill, it was a mill already in existence, somewhere he could instal frames quickly, without losing time waiting for a new building to be erected. It was not, however, an ideal place for his purposes. The site of Bottoms Mill is cramped with little leeway for expansion. And John was determined to expand.
The progress of his business over the next 20 years was driven by his vision of the future. He saw the potential for growth in the worsted industry, he recognised that mechanisation would be applied to other parts of the process besides spinning, and he wanted to be in a position to capitalise on these opportunities.
As far as frame spinning was concerned, further developments concentrated upon improvements to existing technology. Cap and ring spinning were introduced from the United States in the 1830s and became well-established. The cap spinning frame, for example, raised production by an estimated 25-30%. The number of spindles per frame and the volume of yarn spun per spindle both increased. By 1839, firms in Bradford were said to have an average of 96 spindles per frame. Spindle speeds between 1825 and 1850 rose from 1400 to 1800 revolutions a minute.6 The result of this was the production of more yarn than local weavers could absorb so the surplus was sent to other parts of the country and particularly abroad.
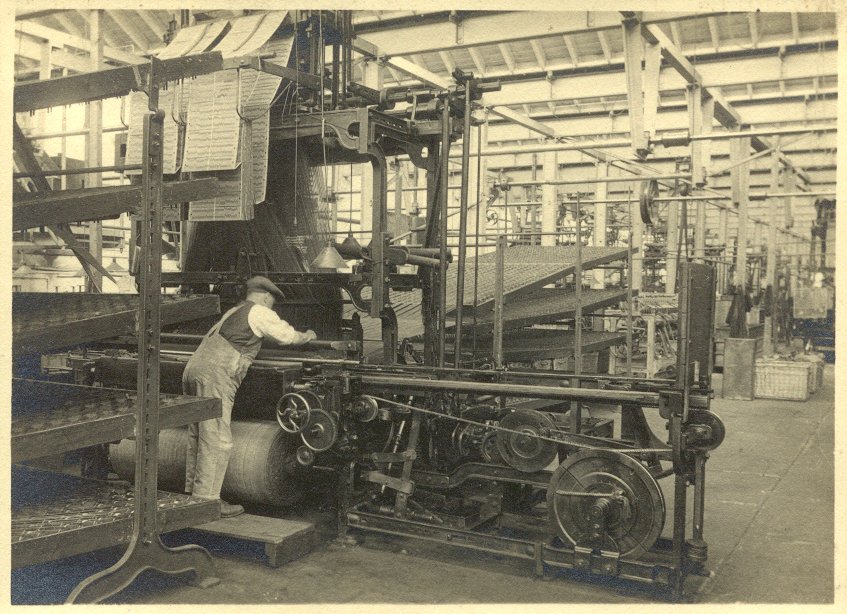
Weaving was the second part of the worsted process to be mechanised. In the year John Holdsworth began frame spinning a power loom was installed in great secrecy in the Shipley mills of James Swarbrick.7 The news got out, however, and the machine was smashed up by a mob. Around the same time, James Akroyd junior installed the first power looms in Halifax in his Old Lane mill at Northowram.8 The mechanisation of weaving accelerated the move from the domestic system of manufacture to the factory system and Old Lane became the first centralised worsted mill in Halifax.
The potential of the power loom was enormous. Initially, however, the yarns kept breaking because they were not strong enough for use with the power looms. It was improvements to the spinning frame which solved this problem and made possible the widespread introduction of the power loom. The 'dead' spindle and the screw gill of the 1830s enabled yarns to be spun which were sufficiently strong to feed the power looms.9 While the West Riding worsted industry possessed less than 3,000 power looms in 1836, that number had reached nearly 17,000 in 1843. At the same time, there were still some 14,000 hand-looms in operation in the West Riding at the end of the 1830s.10
The main reason for the survival of the hand-loom was the inability of the early power looms to produce anything other than plain or nearly plain cloth. Fancy patterns remained the province of the hand-loom weavers until the first appearance in Britain of the Jacquard loom in the late 1820s. Again the pioneer in Halifax was James Akroyd junior who brought the first one to the town around 1828.11 Developed in France by Joseph Marie Jacquard, the Jacquard loom made it possible to weave complicated patterns by controlling the warp threads in the loom through a set of needles acted upon by a rotating pattern card cut with holes.
At the same time as the Jacquard loom was becoming popular, the use of cotton warp was becoming widespread. From 1820 until the 1860s, the price of wool was always much higher than the price of cotton, particularly in the mid-1830s, and this encouraged worsted manufacturers to perfect the use of cotton warp. The Jacquard loom and the introduction of cotton warp enabled an enormous range of cloths to be produced from the late 1830s onwards.
Cotton was not the only new raw material available to spinners and weavers. Many manufacturers were also experimenting with alpaca and mohair. There were now several considerations for the worsted manufacturer to take into account, including the prices of wool and cotton, the wide range of raw materials available, the form of his finished product, how much of his yarn he should sell and how much he should use for his own manufacturing. As a result, manufacturers began to specialise in different categories of goods.
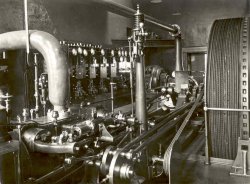
The introduction of the power loom prompted manufacturers to shift from water power to steam power, even in Halifax, where the abundance of water delayed the transition to steam. In 1820 only 16 mills in Halifax used steam power. The completion of the canal spur in 1828 allowed greater quantities of coal to be brought in at a much lower price. By the end of 1829, 200 tons a week was coming in from Wakefield. By 1833, therefore, 47 steam engines [Mill Engines] had been installed in Halifax mills, 13 of them in worsted mills.12
John Holdsworth recognised the enormous potential for expansion in the worsted trade. To take advantage of it, he knew that he needed a site with the capacity to take a purpose-built complex of buildings which would grow with the business. He spent nearly two decades putting that site together. John began buying land in the Shaw Hill area of Skircoat in 1825. Between this date and 1844 he acquired almost all the land which forms the existing site of Shaw Lodge Mills. Most of it came from the Duncan brothers, Addison and Leonard, who were woollen merchants in Halifax. Addison Duncan became deeply enmeshed in debt during the 1820s and 1830s and was declared bankrupt in November 1833. Initially buying property from him in order to settle Duncan's debts, John Holdsworth ended up dealing with the assignees of Duncan's bankrupt estate and effects. One of those assignees was John's brother, George Holdsworth, worsted spinner of Northowram.13
In December 1843 John Holdsworth made his last major property transaction when he bought at auction several lots of land at Lower Shaw Hill. Including an additional lot purchased after the auction for a premium from the original bidder, this cost John Holdsworth nearly £3,500.
According to the Itinerary of Halifax, written in 1875, John Holdsworth first erected a small mill, followed by a larger one, then 'at that time such an unprecedented demand for lastings both for home and foreign trade arose that it was difficult to supply it. Both warp-makers and lasting piece makers got enormous profits', enabling another mill to be built on the site.
Although the Itinerary gives no dates and the pattern of its chronology is difficult to equate with the evidence of the surviving conveyances, this probably corresponds to the building of what became known as mills numbered 1 to 3 between approximately 1830 and 1844. The rating valuation book for 1839 shows that the site then included two mills, the first erected in 1831 with a warehouse and counting house, the machinery being driven by a 40 horse-power steam engine; the second being built between 1831 and 1839, also 5½ storeys in height, and containing another steam engine of 60 horse-power. In addition, there was a 3½ storey wash-house and warping room, a gashouse and gasometer, which produced the coal gas to light the mills, and a total of 53 houses for mill-hands.14
The mills and other buildings on the site were constructed with stone from quarries John Holdsworth opened up on the land he bought or from the stone of existing buildings which he demolished. By 1844, a power loom weaving shed was being built on the site. One storey high, with a wash-house under its northern end, the shed measured 1,615 square yards while the warehouse constructed at the same time measured 429 square yards. There were already buildings on the site of the shed, probably small hand-loom weaving sheds. These were demolished and provided some of the stone for the new shed. The rest came from the cutting excavated at the rear of the site for the new Manchester-Leeds railway line for which John was compensated on the basis of its value as building land.16

The earliest evidence for the mill comes from the return John Holdsworth completed in 1833 for the Factories Enquiry Commission into the employment of children in factories, which was investigating the possibility of reducing the hours worked by children to a maximum of ten a day. This shows that operations first began at Shaw Lodge Mills in August 1831 upon the completion of the first mill building on site.17
At Shaw Lodge Mills, the return stated, the main work carried on was worsted spinning and 217 people were employed. Of the 41 replies received from Halifax mills, this already placed Shaw Lodge Mills among the top five in terms of numbers employed. The great majority of the Shaw Lodge workers were under the age of 21, the youngest being seven. Only 9 men and 21 women were over 21. Most of those employed in spinning mills at the time were very young. Depending upon the type of machine, between two and six children were needed for each one.18
Every employee at Shaw Lodge Mills worked 13 hours a day from Monday to Friday and ten hours on Saturdays. This total of 75 hours a week compared with an average working week of 72 hours in other Halifax mills making a return. The only break during the day was 45 minutes for dinner, mid-way through the range of between half an hour and an hour given in the returns of other Halifax mills. John Holdsworth was unable to give the number of days the mill worked each year, 'not having particularly noted down every holyday and stoppage which have been paid for as if worked'. Holidays were rare in those days and paid holidays even more unusual so this was a practice which marked out Holdsworth's from many other Halifax mills. John also forbade the use of corporal punishment in his mills, although it was widely used in other mills, instead discharging any children who were disobedient.
As far as working conditions were concerned, Shaw Lodge Mills were ventilated by four opening panes at the top of each window. While the temperature was largely dependent upon the weather, it was sufficiently warm during a severe frost (60-65 degrees) and in summer with the windows open the temperature ranged from 72-75 degrees. On winter mornings and evenings the buildings were lit by coal gas. Dangerous parts of the machinery were fenced off. John Holdsworth continued that 'The mill is always kept clean; there is no necessity for changing their dress. When rainy or cold, they can come in a cloak or a shawl, or top coat, which they hang up, or put aside, to suit themselves, till they are again wanted'.
Many millowners in Halifax were hostile towards the Ten Hours movement and refused to cooperate with the enquiry. John Holdsworth's replies, and the very fact that he submitted a return, indicate that he was perhaps a touch more sympathetic to the aims of the enquiry than some of his contemporaries. While he felt that children under the age of 12 were useful in the mill, 'we could dispense with them. We are sometimes obliged to employ them to accommodate their parents, having other hands at the place'. However, there were limits to his sympathy. He continued that 'if the hours of labour were shortened, the wages would, no doubt, in many branches of our business be reduced also; but there would be a still greater inconvenience to some of our piece hands, such as reelers, warpers, wool-sorters and combers: in consequence of the mill doing less, there would be less for those hands to do also'.
Despite these and many similar protestations, the Ten Hours Act was passed in 1833. It prohibited the employment of children under the age of nine, limited the hours of those aged between 9 and 12 to 48 hours a week and of those aged between 13 and 16 to 69 hours a week. It also stipulated that those between 9 and 12 had to attend school for at least two hours every day. None of this was well-received either by millowners or parents. A subsequent act of 1844 brought the working day down to 6½ hours for 8 to 12 year olds and lowered the maximum working day in many mills by insisting that all women and those aged between 13 and 17 should work no longer than 12 hours a day. (It was only in 1847 that the maximum working day for women and those under 18 was fixed at 10 hours.) Those under 12 were now expected to spend at least three hours each day at school and certificates had to be issued to validate this attendance although evasion was widespread. The 1844 act also specified holidays on Christmas Day, Good Friday, four half-days in summer and four more during the rest of the year.
Partly because of the well-established local connections of his family and partly because of his early success in business, John Holdsworth was able to build up a valuable local network of influential contacts which, together with his own capital, played a vital role in funding the development of his business. Between 1825 and 1844 he borrowed a total of £19,000 against the security of the land he bought. Of this sum, nearly £10,000 was paid for the land while the remaining £9,000 was probably invested in buildings and machinery. These mortgages required only the repayment of interest on the loans with the capital falling due on demand. In fact, these were long-term loans and the interest was fixed, usually at between 4½ and 5 per cent.
Among the people who lent him money was William Rothwell, a well-to-do woolstapler, who became the first chairman of the Halifax Joint Stock Bank in 1829. He was described as 'a kind and courteous gentleman with a faculty for discerning business ability in others'. There was the radical Halifax solicitor and justice of the peace, Michael Stocks, with whom his fellow Tory justices refused to sit. He was also among the first directors of the Halifax Joint Stock Bank. John Holdsworth also borrowed money from John Abbott, another wealthy wool merchant and manufacturer, 'a man careful of his means and so became wealthy', a staunch Anglican but with wide and catholic views. The largest sum borrowed was in 1844 from the Vicar of Halifax, the Venerable Charles Musgrave, Henry Lees Edwards and his son, Henry Edwards, which John Holdsworth used to repay other outstanding mortgages. Lees Edwards was the head of the firm of Edwards & Son, Canal Mills, Skircoat, and one of the first directors of the second Halifax bank, the Halifax & Huddersfield Union Bank. His son later became the MP for Halifax and was created a baronet.19
John Holdsworth & Company was an early customer of the Halifax & Huddersfield Union Bank but none of the bank's early records have survived so it is impossible to tell whether it lent any money to the firm.
John Holdsworth was one of the original shareholders in both the Halifax Joint Stock Bank and in the Halifax & Huddersfield Union Bank.20 These investments indicate his rapid achievement of considerable personal wealth. In 1829 the 20 shares he held in the Halifax Joint Stock Bank were worth £100 each, a total of £2,000. He invested the same amount in the Halifax & Huddersfield Union Bank in 1836. This sum of £4,000 would be the equivalent of about £250,000 today.
In terms of politics and religion, John Holdsworth was an Anglican and a Tory rather than a non-conformist and radical although his family's roots had been in the Congregational church. His father, George, and at least two of John's brothers, George and Thomas, were baptised at the Congregational Chapel in Northowram. John, on the other hand, was baptised in the Parish Church in Halifax.21 It was not unusual, however, for men who had made their way in the world to move towards Anglicanism as an indication of their greater status. The most striking local example of this switch would be Edward Akroyd, whose father had been a prominent non-conformist.
John Holdsworth appears to have been fairly pragmatic in his religious and political affiliations. His beliefs did not prevent his investment in the Halifax Joint Stock Bank, most of whose shareholders were radicals and non-conformists, nor his dealings with radicals such as Rothwell and Stocks, alongside his connections with Tory Anglicans like Charles Musgrave and the Edwards family.
Nevertheless, these affiliations made him and others like him the target for the wrath of rioting mobs during the Halifax parliamentary election in January 1835. This was the second parliamentary election held under the 1832 Reform Act whose extension of the franchise based upon property qualification still left many without a vote.
In Halifax in 1835 the radical candidate, Edward Protheroe, was beaten for the second of the town's two seats by a single vote. This, described White's Directory of the West Riding of Yorkshire for 1837, 'gave such umbrage to the radical non-electors that on the last day of the poll, the town was at the mercy of a mob of not less than "500 ruffians", armed with various weapons and missiles, who made a general attack upon the dwellings of those who had made themselves obnoxious in the popular cause'.

Thirty houses were attacked by the mob before a troop of lancers was summoned to restore peace. At four o'clock on the afternoon of Wednesday 7 January the mob had ransacked Shaw Lodge where the servants were forced to take refuge in the cellars although John Holdsworth himself was absent. He brought a claim for damages, actual and exemplary, totalling £500 before the court at York since, recorded his solicitor, 'the political excitement of angry party feelings caused by the Election ... make it almost impossible for the Claimant to get an impartial hearing at Halifax'.22 The inventory of damage not only gives an indications of John Holdsworth's wealth at the time, it also makes interesting reading. In addition to the newly-erected Shaw Lodge, reckoned to be worth £2000 (£120-150,000), the contents listed as damaged or destroyed included paintings, prints and statues; chairs, tables, desks, bookcases and a secretaire; coats, waistcoats, breeches, hats and umbrellas; corkscrews, candle snuffers, nutcrackers, and crimping machines. The mob had torn up five yards of iron railings, smashed a thousand panes of glass and seized 50 gallons of beer. The court awarded the aggrieved party £230, ten pounds less than the value of the damage inflicted.23
By the 1840s, the sums John Holdsworth is known to have invested in his business, together with the value of his house, Shaw Lodge, and his shareholdings in the two banks, totalled £25,000 (£1.5 million). White's Directory of Leeds & the Clothing District of the West Riding for 1842 shows John Holdsworth as worsted spinner, worsted manufacturer and worsted merchant, with premises in George Street in Halifax as well as at Shaw Lodge. The evidence also shows that he was still buying in and combing his own wool while dyeing was perhaps the only process done elsewhere. 24 He had built up in a short time a prosperous and expanding business. Surviving fabric samples from 1840-45 show that he was adding Jacquard looms to the plain power looms in his weaving sheds. Given this example of energy and enterprise, the description of his position in the business by a journalist visiting Shaw Lodge Mills in 1849 seems quite appropriate: 'the active and energetic chief'.25
Cross references used in this chapter
Sources of Information used to prepare the John Holdsworth corporate history
|
©
2026
David W. Holdsworth |
|
Please send questions, updates, additions to: |
